I was planing on testing some variations of the vessel we tested last week but I didn't have time to print them this week. Once I get better at printing I will feel more comfortable leaving the printer unattended.
Buren and I played Squash today and talked about development. We pretty much decided that until we get the tensile tester going there is not much we can do on pressure vessel development. The concept is proven anyway, going forward it will be about optimisation. Since the parts for the tester will take a few weeks to get here we decided to press ahead with a proof of concept combustion chamber. It will be basic; no nozzle/throat, just a fitting, injector and tube. After pressure vessel I think the injector will be the next hardest bit. I think cooling will be hardest bit. So the aim for next weekend is to test a basic chamber using GOX as the oxidiser. I always planed on using nitrous oxide but I figure GOX will give us a good feel for the heating issues and is cheaper. I have ordered all the parts we need have am reading up on the safety aspects of GOX as i've never worked with it before. I have a few really cool non-conventional ideas for all-plastic 3d-printed injectors. I have also been thinking about nozzles.
Saturday 1 February 2014
Wednesday 29 January 2014
Pressure vessel test
On the weekend I tested I tested two of the pressure vessels discussed in my last post, one treated/smoothed with acetone, one untreated (identical otherwise). I think the dimensions I might have quoted were wrong. Both had 1/8' BSP threads tapped into them by hand.
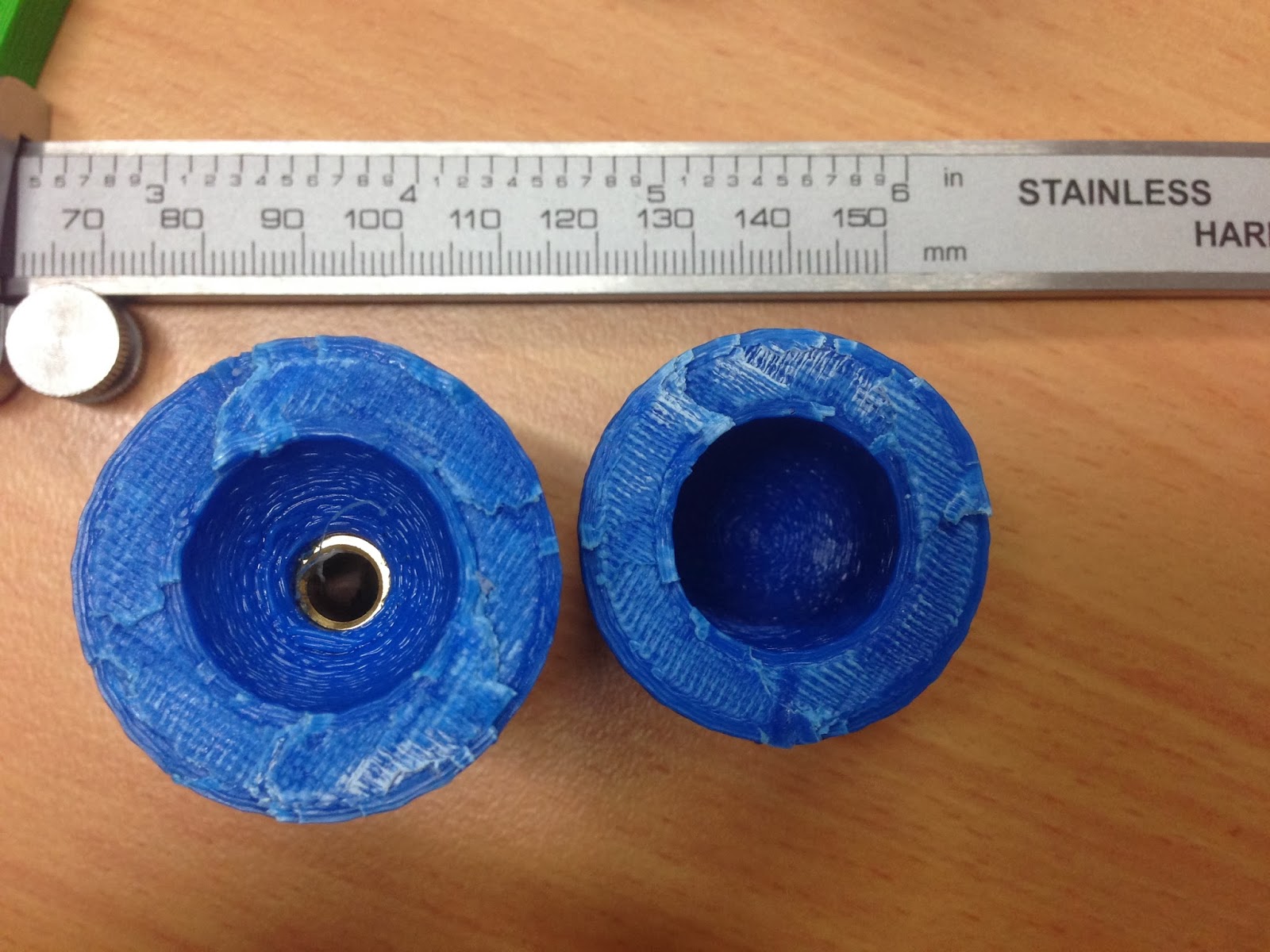
The treated vessel burst fractured into two halves at 2700PSI. The untreated vessel had a small crack in the same spot as the treated one at around 2100. Unfortunately I forgot to press record on the gauge camera for the second test so I dont know the exact pressure but it was >2100. It is encouraging that both fractured at the same spot. I was happy that the untreated vessel did not leak, since my early tests with the other 3D printed seem to suggest that sealing was hard. It seems like compaction is the key.
I split the untreated vessel by hand so I could see what the fracture looked like. Its really cool how the plastic turns white where it's stressed. It seems like the stress in the plastic was around 22MPa. This is around %50 of ABS's UTS which seems a bit high. Might have to brush up on my thick walled pressure vessel theory. The fracture patterns are interesting.... not exactly sure what they mean. It's probably significant that Might also have to brush up on my fracture mechanics.....
I am really excited that simply drilling and tapping the port is enough. I was not looking forward to gluing each fitting in. Seeming as not treating the prints with acetone works I think thats the direction we want to head in. The less post processing the better.
We've ordered most of what we need to build a tensile tester. I spent a few hours in a hardware store on saturday taking apart a pressure washer, trying to figure our how to couple to it. I can get fittings online but am impatient. I put it back together only to realise (after getting back to the office) I forgot to tighten one of the high pressure threads. I decided to go back and tighten it which took another long time as I didn't want someone to get hurt when they used it. I have a bunch more to write about, more to come....







The treated vessel burst fractured into two halves at 2700PSI. The untreated vessel had a small crack in the same spot as the treated one at around 2100. Unfortunately I forgot to press record on the gauge camera for the second test so I dont know the exact pressure but it was >2100. It is encouraging that both fractured at the same spot. I was happy that the untreated vessel did not leak, since my early tests with the other 3D printed seem to suggest that sealing was hard. It seems like compaction is the key.
I split the untreated vessel by hand so I could see what the fracture looked like. Its really cool how the plastic turns white where it's stressed. It seems like the stress in the plastic was around 22MPa. This is around %50 of ABS's UTS which seems a bit high. Might have to brush up on my thick walled pressure vessel theory. The fracture patterns are interesting.... not exactly sure what they mean. It's probably significant that Might also have to brush up on my fracture mechanics.....
I am really excited that simply drilling and tapping the port is enough. I was not looking forward to gluing each fitting in. Seeming as not treating the prints with acetone works I think thats the direction we want to head in. The less post processing the better.
We've ordered most of what we need to build a tensile tester. I spent a few hours in a hardware store on saturday taking apart a pressure washer, trying to figure our how to couple to it. I can get fittings online but am impatient. I put it back together only to realise (after getting back to the office) I forgot to tighten one of the high pressure threads. I decided to go back and tighten it which took another long time as I didn't want someone to get hurt when they used it. I have a bunch more to write about, more to come....
Monday 20 January 2014
Slowly Slowly
The 3D printer came about a a week and a half ago but I only got time to set it up on the weekend. I had a few problems initially but one of the people at work has the same printer so he helped me get it going. The pain problem I was having was that the prints weren't sticking to the kapton coated heated bed bed. Apparently glass coated with hairspray is the way to go for ABS printing, I cut a piece of plain glass to size and haven't had any problems. My first few attempts at printing the pressure pressure vessel from previous posts failed due to printer or filament feeding failure but I think i've got the hang of it now.
Yesterday I managed to print a cylindrical vessel with the volume of two 30mm spheres with a 10mm wall thickness:






Yesterday I managed to print a cylindrical vessel with the volume of two 30mm spheres with a 10mm wall thickness:
From the highly reliable blow test it seems to be pressure tight but we will see.
I had a brief play around with some of the slicing settings but I have only just begun to explore them. I am using the "repetier" software to control the printer with the "Slic3r" slicer to generate the G-code. It was printed with 0.3mm layer height and +- 45 degree solid infill. For some of the print I increased the flow rate of plastic so it would be more compacted but its pretty arbitrary anyway. Aside from stress concentrations I can't see any advantage to printing with smaller later heights got better resolution; they take a lot longer.
I also played around with using acetone to melt together a failed print. Just a few seconds immersed made a huge difference to the surface roughness. Acetone might help with sealing but I can't see how it would change the strength between layers for a solid print. One idea I had is that I could probably soften the plastic to enable a threaded fitting to be inserted with no epoxy to hold it in, since the thread should hold its shape after
So hopefully Buren and I will get to do some testing this weekend. Other things we need to do are build a tensile tester and a hydro-tester. I was going to base the tensile tester on two pneumatic rams connected to a regulator. I just need some way to make sure the whole thing doesn't fly apart when the test piece breaks. I was planing on basing the hydro-tester on a pressure washer with a accumulator to smooth out the pressure. I haven't managed to find a suitable accumulator yet. There some designed for hydraulic systems but they are expensive. I was thinking about using one of the super high pressure pipe-tanks from the nitrous project (good to 10,000PSI) but I would prefer the air and water to be physically separated. Much do, so stress, such little time.
Subscribe to:
Posts (Atom)